赵健东,徐鹏波
(共享铸钢有限公司,宁夏银川 750021)
在传统的水电类铸钢件砂型铸造领域,一般为节约成本,使用组芯造型方法生产。由于砂型铸造属手工造型,且在设计时为使砂芯顺利组配,砂芯对接处会设计对接余量,因此砂芯组配完毕后,对接处必定会出现大小不一的缝隙,使铸件在浇注时会出现批缝问题,严重时会出现浇注安全事故。
传统砂型铸造组芯造型生产领域,以某水电环类铸件为例,如图1 所示,吊运砂芯按照设计定位尺寸装配后流砂浇注,此种成型方法优点在于层成型费用低,只需2 个芯盒,包括芯盒a、芯盒b,其中芯盒a 成型内部砂芯(1),芯盒b 成型外部砂芯(2),每个芯盒制作5 个砂芯即可,且操作简单;
缺点在于砂芯与砂芯之间的对接频繁出现缝隙,行业内称之为披缝,包括横披缝和竖披缝。横披缝可以使用封箱泥条铺在底部砂芯上部利用外部砂芯自重封闭缝隙,但竖披缝目前无行之有效的处理方法。以至于浇注时钢液沿砂芯对接缝隙流出,形成钢片,严重时会使钢液溢出砂箱跑火,使铸件报废,为企业带来不可估量的经济损失。

图1 水电环类半成品砂芯组芯轮廓图
现有的组芯造型方案存在以下问题:
(1)浇注时钢液沿砂芯对接缝隙流出,形成钢片,为铸件带来质量问题。
(2)缝隙尺寸过大时会使钢液溢出砂箱跑火,使铸件报废,为企业带来不可估量的经济损失。
2.1 方案设计思想
旨在研究一种水电铸件组芯造型时披缝处理方法,目的在于解决砂芯对接处竖状披缝,防止浇注时钢液溢出,造成跑火事故,保证半成品质量。
2.2 铸件模型工艺设计
提供一种水电铸件组芯造型披缝处理方法,主要采用在芯盒内部加装填料的方式。如图2 所示,芯盒a 主要包括填料a、侧挡板a、活料a,在芯盒a 内部芯头面处分别安装10mm 厚消失模填料,形状与芯盒边缘随形,填料一侧与侧挡板接触,一侧与活料接触。流砂制作内部砂芯,砂芯成型后内部砂芯单边各形成10mm 厚的缺量区域。如图3 所示,芯盒b 主要包括填料b、侧挡板b、活料b,芯盒b 侧挡板加装10mm 厚填料b,形状与芯盒b 随行,如图4,外圈砂芯成型后单边缺量区域形成10mm 厚的外部砂芯缺量区域,如图5。

图2 芯盒a 结构图

图3 内部砂芯结构图

图4 芯盒b 结构图

图5 外部砂芯结构图
2.3 方案现场实施
以上述水电铸件半成品为例:
(1)内部砂芯制作完成后,根据设计尺寸组配砂芯,每个竖披缝区域形成规格20mm 内部砂芯活面缝隙,活面缝隙内部镶嵌钉子充当骨架,填充树脂砂,紧实后活面缝隙处加装宽80mm,厚10mm 木工板,使用钉子紧固,形状与内部砂芯对接处随形。待树脂砂硬化后,去除木工板,处理表面,表面刷涂料,如图6 所示。

图6 内圈砂芯装配图
(2)外部砂芯装配后每个竖披缝处形成规格10mm×10mm 缺量区域b,下芯时砂芯结合面部位加装封箱泥条,封堵披缝,如图7 所示。之后进行流砂造型、烘箱、浇注。
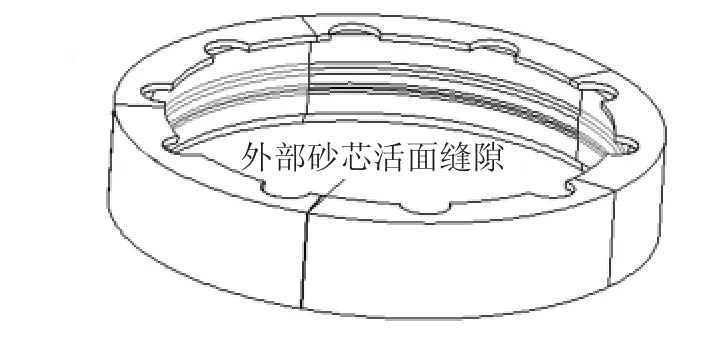
图7 外圈砂芯图
缝隙封堵完毕后,铸件浇注过程中与钢液接触的缝隙修补部位表面质量及强度将与其余部位相同,避免浇注时高温钢液进入组对缝隙而产生的一系列问题。
组芯造型使用以上竖披缝处理方法,具有以下优势:
(1)提高产品质量:消除砂芯组对缝隙,提高铸件表面质量及尺寸精度。
(2)放散砂进入铸件:消除砂芯组对缝隙,阻止砂芯外部散砂进入型腔。
(3)提高浇注安全性:封堵浇注时高温钢液溢出路径,保证浇注安全性。
猜你喜欢 钢液铸件缝隙 GJB 2896A-2020《钛及钛合金熔模精密铸件规范》解读机械工业标准化与质量(2022年3期)2022-08-12湍流器结构对感应加热中包流动影响数值模拟辽宁科技大学学报(2022年1期)2022-05-29RH操作对高级别IF钢中夹杂物的影响山西冶金(2021年3期)2021-07-27雨的缝隙边疆文学(2020年5期)2020-11-12空中翱翔VOGUE服饰与美容(2019年6期)2019-07-17LF深脱硫过程中的钢液增碳增氮的控制研究中国铸造装备与技术(2019年2期)2019-04-01高废钢比冶炼条件下的转炉脱磷技术分析中国资源综合利用(2018年2期)2018-02-03废铸件推出装置中国铸造装备与技术(2017年6期)2018-01-22熔模铸件缺陷分析及案例凿岩机械气动工具(2017年2期)2017-07-19环形凹槽类铸件铸造工艺中国铸造装备与技术(2017年3期)2017-06-21