张 勇,王 钊,冯林彬
[中海石油(中国)有限公司海南分公司,海南海口 570100]
中海油南山终端位于海南省三亚市崖州区,于1996年建成投用,占地490.7亩。南山终端主要接收海上气田生产的天然气和凝析油,接收的油气在段塞流捕集器进行气液分离,分离出的天然气经三甘醇脱水、烃露点控制,计量后通过管道外输至下游用户,分离出的凝析油进行脱水稳定后储存,通过终端 5 000t输油码头外输。
南山终端涉及的危险物质主要包括凝析油、伴生气以及火灾、爆炸伴生/次生污染物 CO、SO2。生产系统主要包括进站预处理系统、凝析油处理系统、储运设施、给排水等公用设施和辅助设施。厂区内有凝析油罐区、LPG装车区、生产装置区、LPG罐区、火炬区、段塞流捕集器区、码头。
本项目新增 1 套VOCs废气回收治理系统(处理量1 260m3(标)/h),用于收集处理 2 座凝析油固定顶罐和1座污油固定顶储罐大小呼吸、终端码头凝析油装载和生产污水处理系统中的波纹斜板式隔油池(CPI)产生的挥发性有机废气。
集中收集的VOCs气体进入后端油气回收设备;
沿主VOCs管道,经由防爆引风机送入VOCs回收装置的冷凝单元,主管线上压力传感器将压力信号反馈给VOCs回收设备控制系统,控制系统通过变频器调节引风机的抽气能力,适时跟踪油气的排气速度。当管道压力达到500Pa(该值可根据现场情况调整)时,低频启动引风机,如压力不断上升,则不断加频,反之,排气量减小时,管道压力下降,引风机频率也相应降低直至停止。
油气集中收集后,先进入冷凝回收装置,冷凝机组采用三级连续冷却方法逐步降低油气温度,为更好实现油气回收和保证后续装置稳定运行,冷凝温度≤-65℃,将油气的不同组分分级冷凝为液态,各级分离出的凝液就近接入已建闭排系统。
冷凝处理后的低温油气经过回热交换升温后进入吸附单元,两个吸附罐交替运行,一个罐吸附一个罐脱附。采用真空脱附,再生气回到冷凝前端重复冷凝。
由冷凝所产生的凝缩液及水被排至集油罐,通过分水器将水分离排出,当集油罐装满时,自动启动输送装置,使凝缩液经装置内的单向止回阀、气动阀及计量油表自动排入储油罐。
本项目的VOCs回收装置的低温冷凝单元采用单制冷系统控制双VOCs通道的专利技术,选用电子膨胀阀进行制冷剂的分配及低温专用控制阀确保低温环境下零泄漏。当一路气路通道前后压差达到设定值时(通过压差传感器实现),说明已有冰堵倾向,系统将自动分配1/6制冷剂预冷另一路低温冷场,当该路低温冷场被冷凝到设定值时,全部制冷剂及气路一并切换到该路通道工作,同时冰堵通道进入融冰过程,融冰结束后该通道处于待机状态,以备下一次切换使用。
经过吸附后的低浓度油气进入末端的催化氧化单元,催化氧化装置入口设置缓冲罐、引风机、氧含量分析仪、可燃气体浓度检测仪。缓冲罐的容量应能满足仪器的分析时间要求,引风机用于补充空气与油气混合,氧含量分析仪实时监测油气氧含量,可燃气体浓度检测仪实时监控油气浓度变化。当监测到油气浓度达到25%LEL时,系统自动连锁关闭催化氧化单元入口切断阀,同时开启应急旁通阀,将油气切至应急旁路经烟囱紧急放空,确保催化氧化炉安全运行。
油气在催化氧化炉中催化分解为CO2和H2O,净化后的油气经换热器回收热量后进入烟囱达标排放,如图1所示。
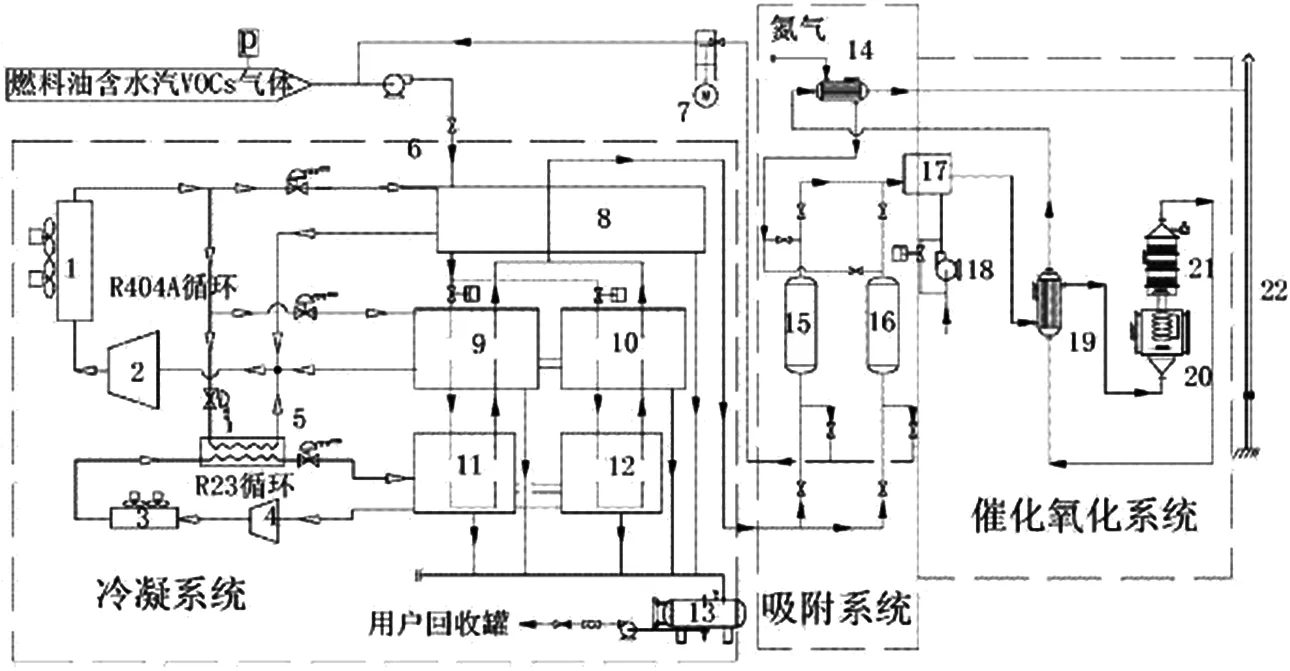
图1 VOCs(冷凝+吸附+催化氧化)系统图
3.1 船岸安全模块
码头油气回收船岸安全装置:码头装船的油气回收处理,必须满足规范JT/T 1333—2020《码头油气回收船岸安全装置》。码头油气回收船岸安全装置(以下简称“船岸安全装置”)一般由管道、手动切断阀、止回装置、惰化调节阀、压力传感器、高速透气/真空阀或压力/真空释放阀、电动卸载阀、电动切断阀、气液分离器、氧含量传感器、阻爆轰型阻火器、防爆控制箱、控制系统等构成,如图2所示。
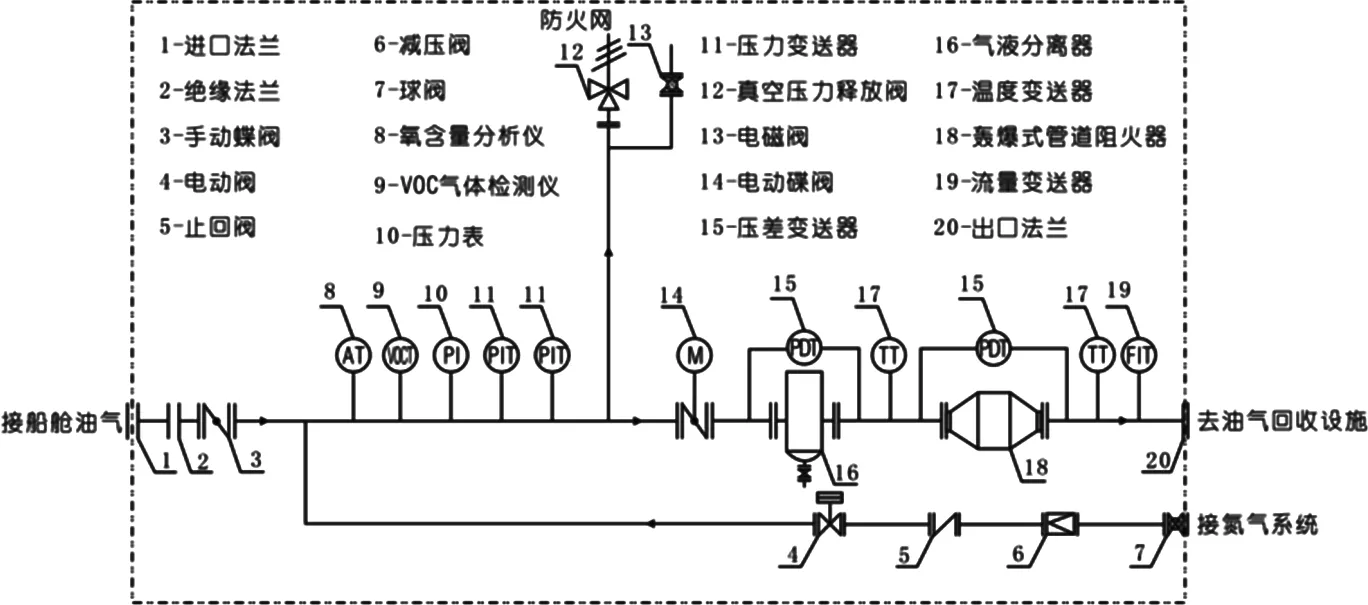
图2 船岸安全装置工艺流程图
在码头岸站与船舶连接进行凝析油装船作业时,船岸安全模块能实时监测输油过程中的温度、压力、含氧量等参数,如发现异常,将及时报警和动作关停,确保安全。
3.2 VOCs输送系统
由于排放气压力较小(≤14kPa),该压力难以满足管道沿程阻力和回收装置阻力需求,因此装置内增加变频引风机,以满足VOCs顺利进入装置及达标排放需要。VOCs通过变频引风机送至冷凝主机,控制系统能根据气体输送压力的高低变频调节引风机,可在0%~110%进行自动调节。
3.3 VOCs的冷凝液化分离系统
采用三级复叠制冷的方法对VOCs实行梯度降温,最终VOCs温度降至-65℃以下。冷凝机组采用三级连续冷却方法逐步降低油气温度,将油气的不同组分分级冷凝为液态,先经第1级冷却器冷却至-5℃以下,冷凝出部分组分和水;
然后进入第2级冷却器冷却至-25℃以下,再分离出一些组分;
接着进入第3级冷却器冷却至-65℃以下,至此绝大部分组分被分离出来,分离出的低温油气体再依次回到第1级冷却器、回热预冷器进行回热交换,温度回升到20℃左右。
3.4 吸附系统
未被冷凝处理的低浓度VOCs进入到吸附系统,吸附系统由两吸附罐交替进行吸附—脱附—吹扫过程。在常压下A罐吸附原料中的剩余VOCs组分,当吸附饱和后,系统自动切入B罐进行吸附处理,同时A罐进行真空脱附使吸附剂获得再生,脱附出的VOCs再进入冷凝入口进行下一个循环处理,经过吸附系统分离出来的达标尾气经阻火器安全高空排放。
根据VOCs的多组分特性,吸附剂选用专用活性炭等多组分组合,由于进入活性炭的贫VOCs浓度很低,因此不会发生吸附床层温度过高现象(温升不会超过10℃),加上上述温度超标的安全措施,不会出现极端情况下的安全问题。
3.5 凝缩液的自动输送系统
由冷凝所产生的凝缩液被排至1号集油罐,经其下部的油水分离器分离后,油品进入2号集油罐,当2号集油罐装满时,高油位开关动作,控制中心自动开启油泵及切断阀,使所回收油品经计量表、单向阀自动输送至用户指定的储油罐,当集油罐排空后,低油位开关动作,自动关闭油泵及切断阀。
由于所回收的油品为轻质组分,单纯用油泵很难将其输送出去。当2号集油罐装满时,关闭该集油罐与其他相通管的阀门,使其封闭,同时引入氮气升压至50kPa,这时可避免气化实现顺利输送,而且不影响1号集油罐的正常收集。
系统有成熟的油升温系统,利用压缩机的高温排气热量给回收的凝缩液升温,使回收凝缩液离开装置冷场进入集油罐过程中,温度高于冰点,有效防止该油路发生冰堵,同时,压缩机的部分排气在这得到冷却,提高了整机制冷能效比。
同时在凝缩液未输送期间,为防止用户储罐内的油倒流进回收装置,装置设有双重防止油品倒流的措施,防止油品倒灌。
3.6 催化氧化系统
装置主要由浓度均衡器、稀释风机、热交换器、预热电加热器、催化氧化室组成。其中热交换器和预热器用来给废气加热,以达到有机废气的起始反应温度,若有机废气在一定范围内(2~6g/m3(标),最佳浓度为4~6g/m3(标),该数据根据有机废气种类有关),预热电加热器可以无功率或低功率运行。
稀释风机:用来抽取稀释空气,和前端系统而来的有机废气混合,并为整个CO系统提供风压,通过变频以及调节阀开度调节稀释气量,来确保进入CO炉体的有机废气含量在合理浓度范围内,确保CO系统的安全运行。
热交换器:将有机气体分解后的热能和废气源冷气流进行冷热交换,传递热能,提高废气源的温度。
催化氧化室:催化氧化室采用抽屉式,内装整体式催化剂,加温后的有机气体进入催化氧化室内进行完全分解,变成了清新的空气,达标排放。
3.7 装置自控系统
装置自控系统采用德国西门子工业级可编程控制器、人性化的液晶显示屏、中文菜单界面,能随时监控机组运行状态。自带PLC控制系统,能将信号传送至南山终端中控系统,生产人员可在DCS中以多幅动态模拟画面显示装置的各种运行参数及装置各部件的运行状态。
“冷凝+吸附+催化氧化”处理技术和整装成套设备的优势主要体现在以下几个方面。
1)VOCs气体净化及资源化成套装备,采用“冷凝+吸附+催化氧化”组合工艺,具有耦合冷凝高回收率、吸附+催化氧化高净化率的特点,非甲烷总烃去除效率99%以上。冷凝系统采用两级复叠制冷系统为油气冷凝器提供冷量,可根据油气成分分布调节各温度段的冷凝负荷,降低系统能耗,减少设备制造成本。
2)双并联与高效冷凝回收技术,根据排放气体温度,采用分段多级方法实现油气的冷凝回收,降低了后级压缩机的热负荷,比非并联系统能效比提高15%。
3)研发了独特的低温系统融冰模糊控制技术,通过压差判定蒸发冷凝器内微通道的堵塞情况,并自动引射压缩机高温高压排气进行冲霜,准确率达到100%,彻底解决低温系统融霜难题,有效解决了混入油气中的湿空气在低温冷凝末端冰堵的瓶颈,保证了低温制冷系统的高效稳定运行。
4)双电子膨胀阀+板换调节压缩机吸气温度控制技术,开发的双电子膨胀阀控制系统,通过板换回热量调节,实现系统吸气温度的精准控制,确保装备高效安全运行,同时降低冷凝器的热负荷13%。
5)吸附系统中采用变温变压吸附脱附技术,高温脱附所需热量来源于催化氧化过程中有机物燃烧热量,同时脱附出来的高浓度有机气体再次通过冷凝单元处理,实现吸附剂的高效利用。
6)采用高效板式换热器,实现催化氧化系统热量再利用。同时建立VOCs气体排放数据分析及反馈系统:催化反应室温度监控系统实现催化氧化的安全高效运行,浓度检测系统智能化控制各个模块单元的匹配运行,实现装备的智能化与节能化。
7)采用高效板式换热器,实现催化氧化系统热量再利用。同时建立VOCs气体排放数据分析及反馈系统:催化反应室温度监控系统实现催化氧化的安全高效运行,浓度检测系统智能化控制各个模块单元的匹配运行,实现装备的智能化与节能化。
南山终端VOCs废气回收治理系统最大处理量为1 260m3/h,油气均值浓度为260g/m3,均值气量为800m3/h,按平均每天处理8h计算,则油气回收设备每天可回收处理量为:800m3/h×260g/m3÷106× 8h=1.66t。以每年365d计算,则每年回收处理量为:1.66t×365=605t。
陵水25-1项目南山终端采用冷凝+吸附+催化氧化相结合的VOCs回收治理技术,这种处理工艺及技术是国内海上油气田登陆上岸终端处理厂的首次应用。该装置系统预计高峰期为南山终端减排VOCs气体600t/a以上。
随着各级环保部门针对挥发性有机物治理的法律法规不断完善,对VOCs废气回收治理的标准要求也越来越高,而“冷凝+吸附+催化氧化”相结合的技术优势明显,应用也会更广泛。“冷凝+吸附+催化氧化”处理技术也存在进一步提升的空间,拟进一步突破的关键技术如下
1)通过模拟计算,结合夹点分析技术,针对不同类型的VOCs气体分类,分析冷凝系统冷量分布,建立VOCs气体数据库,实现气冷和油冷回收,降低整套装备能耗。
2)研究大气量低浓度VOCs气体在换热器和催化反应室的流体分布,优化换热器结构,提高气体换热系数,优化催化反应室空间结构,提高催化氧化效率。
3)优化成套设备工艺,研发成套装备的智能连续运行控制系统,将VOCs气体净化及资源化成套装备中关键参数实时监控,实现远程诊断和控制。
4)对催化剂失活后的再生利用进行研究,减少耗材。
猜你喜欢凝析油油罐冷凝高温重油罐区超压分析总结云南化工(2021年6期)2021-12-21把握主动权,提高油罐火灾扑救成功率水上消防(2020年4期)2021-01-04气田采出水中凝析油回收节能降耗对策及效果评价石油石化节能(2020年12期)2020-12-24某油田凝析油回收系统优化改进与效果分析天津科技(2020年6期)2020-06-29洗脱苯粗苯冷凝冷却器优化改造山东冶金(2019年6期)2020-01-06中国石化胜利油田海上油田首次开采出透明凝析油石油化工应用(2020年7期)2020-01-05凝析油处理系统能量利用方案优化研究石油与天然气化工(2019年4期)2019-09-03某分馏厂油罐区设计山东工业技术(2016年15期)2016-12-01硫磺回收装置冷凝冷却器改造设备管理与维修(2016年7期)2016-04-23DSP运动控制器在油罐焊接机器人中的应用探讨现代制造技术与装备(2015年4期)2015-12-23